3D Baskı ile Yedek Parça Üretimi: Potansiyel ve Sınırlamalar
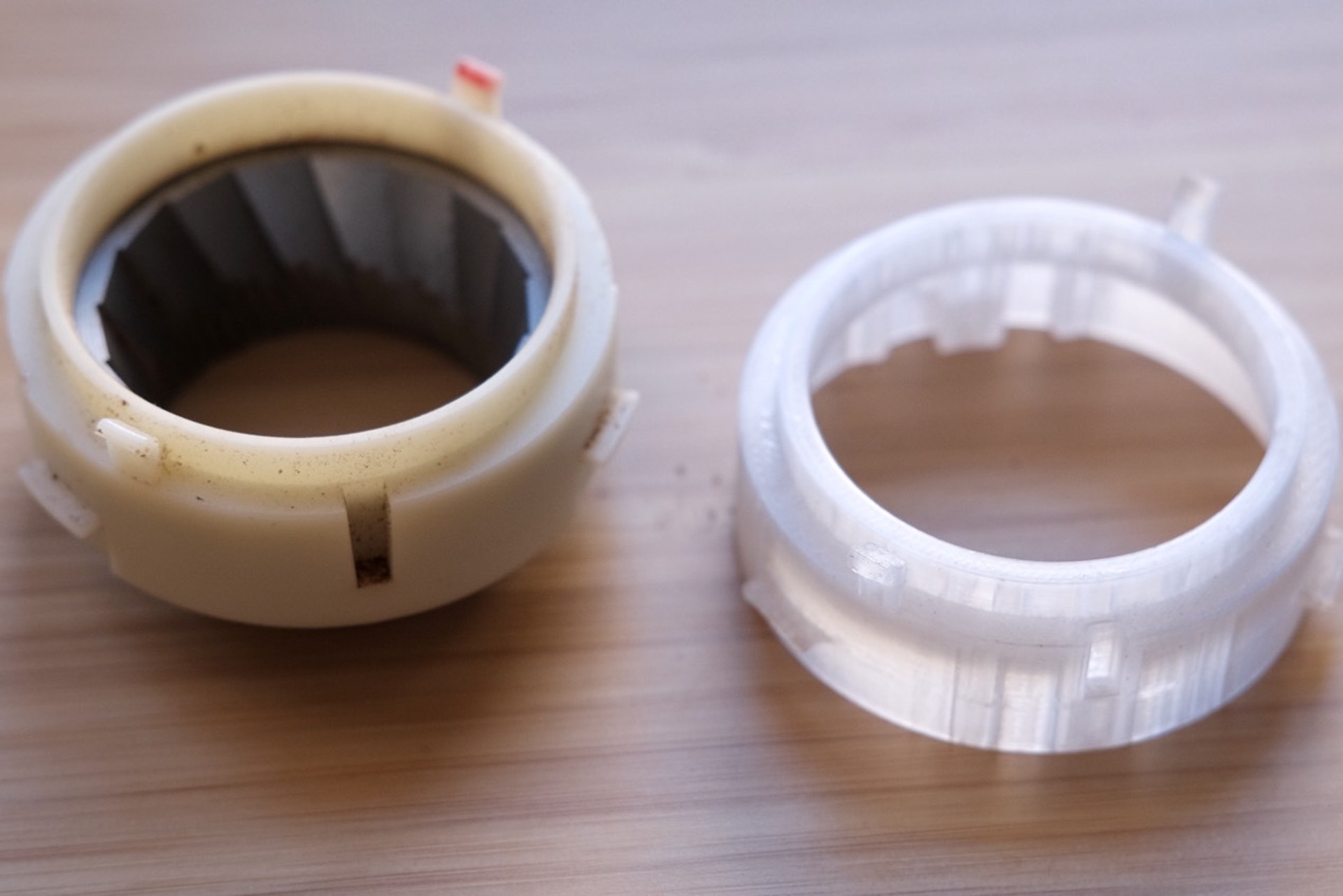
Evde veya hobi amaçlı kullanılan FDM (Fused Deposition Modeling) 3D yazıcılar, son yıllarda hızlı prototipleme ve özel aletler üretme konusunda devrim yarattı. Örneğin, bir kahve değirmeninin kırılan bir plastik dişlisini veya özel bir kablo düzenleyici aparatı dakikalar içinde tasarlayıp basmak mümkündür.
3D Baskının Avantajları ve Uygulama Alanları
3D baskının en büyük avantajı, tedarik zinciri gecikmelerine takılmadan anında parça üretme yeteneğidir. Bu, özellikle eski veya artık üretilmeyen cihazlar için hayati önem taşır. Yaygın kullanım alanları şunlardır:
- Kişiselleştirilmiş Aparatlar: Standart olmayan boyutlardaki kutular, montaj braketleri veya ergonomik iyileştirmeler.
- Hızlı Prototipleme: Tasarım doğrulaması için düşük maliyetli ve hızlı fiziksel modeller üretme.
- Basit Mekanik Parçalar: Düşük stres altındaki plastik dişliler, kilit mekanizmaları veya dekoratif bileşenler.
Sınırlamalar: Neden Her Şey Basılamaz?
3D baskı heyecan verici olsa da, kritik veya yüksek performans gerektiren parçalar için bir 'gümüş kurşun' (silver bullet) değildir. Bu sınırlamalar genellikle malzeme bilimi, baskı teknolojisi ve parça geometrisi ile ilgilidir.
1. Malzeme Dayanımı ve Termal Özellikler
Hobi sınıfı FDM yazıcılar genellikle PLA, PETG veya ABS gibi termoplastik filamentler kullanır. Bu malzemeler:
- Yüksek sıcaklıklara (örneğin bir motorun yakınındaki sıcaklıklara) dayanamaz.
- Metal veya mühendislik plastiği (örneğin PEEK) kadar yüksek gerilme mukavemetine sahip değildir.
- Katmanlı yapıları nedeniyle anizotropiktir; yani, katmanlar arasındaki bağ, malzemenin kendisinden daha zayıftır.
UYARI: Kritik yük taşıyan veya güvenlik gerektiren parçaların (fren bileşenleri, yüksek basınçlı bağlantılar) 3D baskı ile üretilmesi, parça arızası riskini önemli ölçüde artırır. Bu tür uygulamalar için SLS veya metal baskı gibi endüstriyel yöntemler gereklidir.
2. Toleranslar ve Yüzey Kalitesi
FDM yazıcılar genellikle ±0.1 mm ila ±0.3 mm arasında bir hassasiyet sunar. Bu, hassas montaj gerektiren (örneğin, rulman yuvaları veya dişli kutuları) parçalar için yetersiz olabilir. Metal parçaların yerini alacak yüksek hassasiyetli plastik parçalar üretmek zordur.
Adım Adım: Başarılı Bir Yedek Parça Baskısı İçin Kontrol Listesi
Başarılı bir 3D baskı yedek parça süreci, doğru analizle başlar:
- Parça Analizi: Parçanın hangi yükleri taşıdığını (gerilme, tork, sıcaklık) belirleyin. Eğer yükler yüksekse, 3D baskı uygun olmayabilir.
- Tasarım (CAD): Orijinal parçanın 3D modelini (STL veya STEP dosyası) edinin veya tarayın. Baskı için gerekli toleransları koruyarak modeli optimize edin.
- Malzeme Seçimi: Analize göre en uygun filamenti seçin (örneğin, esneklik için TPU, sertlik için PETG).
- Dilimleme (Slicer Ayarları): En kritik adım, baskı ayarlarını yük gereksinimlerine göre optimize etmektir.
Örnek Slicer Ayarları (Yüksek Dayanım İçin)
Aşağıdaki ayarlar, standart bir PETG baskısının dayanımını artırmak için önerilir:
Katman Yüksekliği: 0.15 mm (Daha ince katmanlar daha iyi katman yapışması sağlar)
Dolgu Yoğunluğu (Infill Density): %80 - %100 (Maksimum mukavemet için)
Dolgu Deseni (Infill Pattern): Kübik (Cubic) veya Hacimsel (Gyroid) (Çok yönlü yükler için)
Duvar Sayısı (Wall Lines/Perimeters): 4 - 6 (Dış duvarların mukavemeti artırması için)
Baskı Sıcaklığı: Üreticinin önerdiği maksimum sıcaklığın üst sınırına yakın (İyi katman füzyonu için)
İPUCU: Yük taşıyan parçalarda, baskı yönü (oryantasyon) kritiktir. Baskı katmanlarının ayrılma riski olan bölgeleri, en az gerilimin uygulanacağı yönde konumlandırın.
Sonuç olarak, 3D baskı, basit onarımlar ve hızlı çözümler için mükemmel bir araçtır, ancak mühendislik gerektiren uygulamalarda malzemenin termal ve mekanik sınırları daima göz önünde bulundurulmalıdır.